�����鋼化玻璃是平板玻璃經加熱淬冷處理后形成的,具有抗彎、承載能力強、破裂后無銳角、抗熱炸裂等優點。其廣泛應用于航天飛行器、武器裝備、汽車擋風玻璃、電子產品屏幕、高層建筑門窗、家具等。由于鋼化玻璃具有非常高的硬脆性,在激光切割過程中會產生很大的熱應力,導致裂紋產生并發生破裂。英國SALMAN借助有限元軟件ABAQUS分析了激光切割速度對應力的影響,并優化了切割路徑。TSAI在用CO2激光切割LCD玻璃時利用應力誘導材料沿切割方向分離,并分析了裂紋的形成機理。浙江工業大學WANG等人采用CO2激光在液晶玻璃基板上預置初始裂紋, 用CO2激光作為熱源對其進行加熱并用Ar氣進行冷卻。陜西理工學院HOU��������等人采用仿真分析法和對比試驗法對飛機蒙皮材料的疲勞性能進行了理論分析和實驗驗證,研究了激光切割對飛機機身蒙皮材料疲勞性能的影響。結果表明, ������激光切割對飛機機身蒙皮材料疲勞性能有一定的影響,但通過切縫打磨處理會提高其疲勞壽命。本文中將特定波長的會焦激光束導入高速流動的水束,使激光在水與空氣界面發生多次全反射后形成橫截面能量均勻分布的高能束射到工件上,與工件材料、水發生復雜的熱、力等物理和化學作用以實現切割,可有效彌補目前金剛石切割鋼化玻璃的不足。
1. 微水導激光耦合模型
�����激光耦合即激光束在微水束中發生多次全反射后形成高能量束并在微水束中傳輸的過程。耦合期間激光束要依次經過空氣層、玻璃層L1、水層L2并進入到水束光纖的開始端[13-14],如圖 1所示。

Figure 1.������ Sketch map of coupling of laser beam & water beam
激光光束在水束中發生全反射的條件是入射角θ1不大于入射角αmax。由于在耦合過程中,玻璃厚度很薄,假設光線在經由玻璃層時是直線傳輸,則發生臨界全反射時,有:
由圖 1可得:
sinθ1sinθ2=n2n1sinθ1sinθ2=n2n1 | (2) |
由(1)式~(4)式,得到:
θ1≤arcsinnn22?1√n1θ1≤arcsinnn22?1n1 | (6) |
式中, n1為激光在空氣中的折射率,n2為激光在水中的折射率,C為臨界入射角,r為激光束聚焦前的光斑半徑,H0為凸透鏡焦距。當n1=1,n2=1.33時,由(6)式得到:θ1, max=61.3°。本文中選用r=10mm,H0=50mm,則實際入射角θ1=11.5° < θ1, max,滿足激光束全反射的條件。
第2�����個重要耦合條件是微水束的穩定性。受水束內外紊亂、水束表面張力、水束速度分布以及周圍空氣的影響,水束的表面高度呈周期性波動,一旦表面波動的振幅超過至高值,被導引的激光將從水束中發散出來。本文中采用FLUENT������軟件對注水口數量、耦合腔頂部薄水層壓力、耦合器內部流體壓力對噴嘴水射流穩定性的影響進行數值分析,保證噴嘴小孔噴射出的微水束射流均勻穩定,破碎長度大。
2. 耦合裝置的設計
耦合裝置是實現激光與微水束耦合并傳輸的關鍵部件。耦合裝置主要由噴嘴體、進水孔、O型圈、噴嘴支架等組成,如圖 2���������所示。本文中將噴嘴設計成圓柱形,目的是為了延長微水束的破碎長度。考慮到激光的能量密度比較大,且激光要在噴嘴內部發生全反射,故噴嘴材料選用耐熱性比較好的銅。各參量具體數值為:噴嘴長度為10mm,噴嘴直徑為0.4mm,耦合間隙為0.4mm。噴嘴體頂部的定位圓柱體6與噴嘴支架4��������通過螺紋連接,高壓水從左右兩側的注水口注入耦合裝置,并進入噴嘴體與光學玻璃之間形成的耦合間隙,然后通過噴嘴片上的噴嘴將耦合之后的光液高能束噴射出來。圖 3為耦合裝置的實物照片。

Figure 2. Drawing of coupling device

Figure 3. Coupling device
3. 耦合腔內流場仿真
3.1 耦合腔頂部激光入射口的壓力分布
耦合腔采用Pro/Engineer進行3維建模,并用GAMBIT軟件進行網格劃分,網格劃分采用Tri-Quad自動生成網格。劃分網格后,設置邊界,并輸出網格文件。用FLUENT�����軟件打開此網格文件,并設計各個參量、求解器及初始條件等,然后進行求解。為了對比不同的注水方式對微水導激光切割質量的影響,進而優化耦合裝置的結構,論文依次做了單注水口、雙注水口和四注水口的水流場數值模擬。
首先是殘差圖的收斂計算,設計的收斂參量為1×10-3。圖 4為殘差圖的收斂計算結果,橫坐標為迭代次數,縱坐標為殘差值的大小。圖 5為單注水口耦合腔頂部水流入口壓力分布圖,縱坐標為水束壓力大小(MPa)。由圖 5可以看出:當水束壓力為10MPa������時,水流入口處壓力分布非常不均勻,具有明顯的各向異性,且注水口一側的壓力明顯較大;隨著水束壓力的不斷增大,水束壓力的各向異性逐漸減弱,在水束壓力達到20MPa時,入口的水壓趨近均勻。

Figure 4. Residual diagram

Figure 5.����� Pressure distribution in thin water layer region at the top of coupling cavity in single water injection nozzle
3.2 耦合腔內整體壓力分布
�����由于單注水口耦合腔得到的水流場并不均勻,注水口的開口位置對頂端薄水層水壓的影響較顯著,進而影響切割質量。根據流體力學原理,注水口需要對稱分布。鑒于此,本文中設計了雙注水口的耦合腔和四注水口進行對比優化。其耦合腔流場分別如圖 6所示。

Figure 6.����� Pressure distribution of coupling cavity
��������通過對比單注水口、雙注水口以及四注水口的水流場數值模擬結果發現,雙注水口的壓力分布比單注水口的壓力分布更均勻,即水流場更為穩定,利于水束與激光束的耦合;四注水口比也雙注水口得到的流場穩定,從而驗證了耦合裝置的理論設計。
3.3 噴嘴水射流穩定性仿真
經光液耦合后的水束噴射到空氣中的情況是比較復雜的。水束會在噴口處發生縮流,水束會突然縮小為原來的80%��������,然后水束在空氣壓力的作用下,其直徑又慢慢變大,最終導致激光束從水束中逃逸。噴嘴口的大小和水束的流速均會影響噴射流長度,本次仿真選取水束壓力為20MPa,依次對0.3mm, 0.4mm及0.5mm 3種口徑噴嘴射出的水束穩定性進行仿真,如圖 7所示。本次仿真設置的邊界為100mm。

Figure 7.��������� Stability simulation of water beam with different nozzle diameter
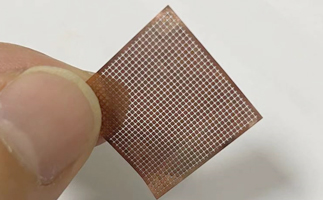
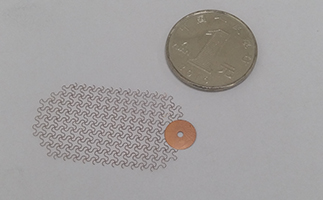
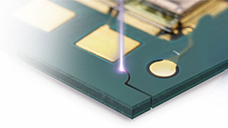
仿真結果顯示:噴嘴口徑越大,水束射流的破碎長度越大,但激光微水束切縫寬度也將越大。在水束壓力為20MPa時,口徑0.3mm的噴嘴的有效破碎長度約為60mm,口徑0.4mm的噴嘴的破碎長度約為80mm,口徑0.5mm的噴嘴的破碎長度達到90mm左右。綜合考慮各因素,選取噴口口徑為0.4mm、水束壓力為20MPa、紫外激光功率為48W、重復頻率為100kHz,分別對0.5mm及1.0mm厚的鋼化玻璃進行微水導激光切割實驗驗證,切割速率為20mm/s。實驗結果顯示,厚度為0.5mm及1.0mm的玻璃試樣的切割表面均比較光滑、基體內無微裂紋存在,切縫寬度約為100μm,但1.0mm厚的玻璃試樣切割邊緣有毛刺及崩邊現象出現(如圖 8所示)。圖 9為在實驗室已有的HT-3P激光加工系統上進行了一定改造,搭載YPP300光纖激光器,并配置了光液耦合裝置。

Figure 8. Samples after laser cutting

Figure 9. HT-3P laser processing system
4. 結論
(1) 水壓在10MPa~20MPa�����之間時,薄水層的壓力分布隨著進水壓力的上升而逐漸變得均勻,但是它的水壓不夠均勻的情況并沒有得到根本的改變。水射流仿真時,0.4mm和0.5mm�������噴嘴得到的射流破碎長度較長,噴嘴越大,水射流長度就越長,但是在達到加工工件的長度要求的情況下,盡量使噴嘴口徑小。
(2) 在噴口口徑為0.4mm、水束壓力為20MPa、激光功率為48W、切割速率為20mm/s時進行玻璃的微水導激光切割。厚度為0.5mm及1.0mm的玻璃試樣的切割表面均比較光滑、基體內無微裂紋存在,切縫寬度約為100μm,但1.0mm厚的玻璃試樣切割邊緣有毛刺及崩邊現象出現。
注明:文章出處:激光技術網 //www.jgjs.net.cn/cn/article/doi/10.7510/jgjs.issn.1001-3806.2017.02.020